Before weaving the steel plate chain, we must first arrange the shuttles, which is to arrange the shuttles of various weft yarns at the initial position in the shuttle box, and then weave the shuttle box chain according to the shuttle allocation diagram. The contents of shuttle deployment include: (1) Arranging the shuttles carrying various weft yarns in the shuttle boxes on both sides of the shuttle seats. This work is called shuttle configuration. (2) According to the various weft insertion sequences and times specified by the weft color matching cycle, draw a shuttle deployment diagram indicating the weft insertion direction and shuttle box transformation. The following principles should be followed when adjusting shuttles: (1) The most frequently used shuttle box is the shuttle box above the shuttle seat, which can lower the center of gravity of the reed seat and make the loom run more smoothly. (2) The change of shuttle boxes should be as sequential as possible (such as the exchange between 1 and 2, 2 and 3, 3 and 4) to avoid the jump change of the shuttle box (such as between 1 and 3, 1 and 4, 2 and 4). exchange), causing the loom to have larger vibrations. This is not conducive to the high-speed operation of the loom. Sometimes switching between shuttle boxes is unavoidable. However, the procedures for jumping between shuttle boxes should be minimized, that is, the conversion between 1 and 4 should be avoided as much as possible. (3) In order to prevent contamination of the weft yarn, the shuttle with light-colored weft yarn should be placed in the first shuttle box or the second shuttle box as much as possible. The shuttle with dark weft yarn is placed in the 3rd shuttle box or the 4th shuttle box. (4) Strongly twisted weft yarn or knotted weft yarn is best configured in the 2nd shuttle box or the 3rd shuttle box; if two knotted yarns are tied in the weft color matching cycle. They should be spaced in the shuttle box to prevent the weft yarns from getting entangled with each other and to avoid bringing the weft yarns that should not be woven into the shed. The above principles are applicable to both single-sided multi-shuttle boxes and double-sided multi-shuttle boxes. For double-sided multi-shuttle box looms with different lift types, not any weft color matching cycle or any shuttle positioning on both sides of the shuttle seats can be used for shuttle weaving. Blending. In other words, there are conditions for shuttle deployment. The so-called ability to blend means that during the entire blending process, shuttles for each type of weft yarn have appropriate shuttle boxes for use. And when all shuttles have returned to their original shuttle boxes, just a few (positive integer) weft color matching cycles have been completed. The ability to adjust shuttles indicates that fabrics with this kind of weft color matching cycle can be woven on a specific loom. On the contrary, shuttle deployment cannot be performed, which means that weaving cannot be performed on the loom. Whether the fabric can be woven on a loom must meet the following conditions: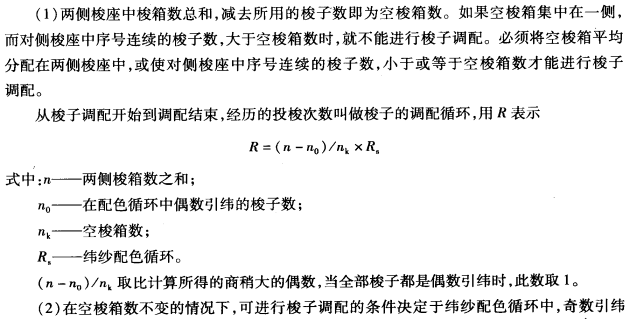
AAA anti-UV fabric net VBJYTUJGHNH
Shuttle blending composite fabric information
Before weaving the steel plate chain, we must first arrange the shuttles, which is to arrange the shuttles of various weft yarns at the initial position in the shuttle box, and then weave the shuttle box chain …
This article is from the Internet, does not represent Composite Fabric,bonded Fabric,Lamination Fabric position, reproduced please specify the source.https://www.yjtextile.com/archives/35619