Knitted Cloth-TPU Waterproof Film Composite Overview
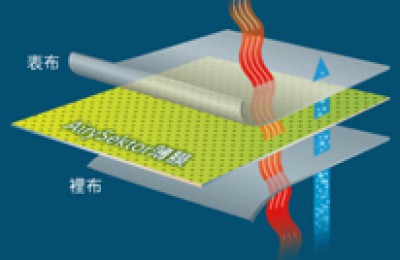
Knitted Cloth-TPU Waterproof Film Composite is an innovative material that combines the softness of knitted cloth with the high-performance protection of thermoplastic polyurethane (TPU) waterproof films. This material laminates the TPU film with knitted fabric to form a versatile fabric that is both breathable and waterproof. As an elastomeric material, TPU has excellent wear resistance, flexibility and tear resistance, while knitted cloth provides good comfort and ductility. The combination of the two not only improves the overall performance of the material, but also provides more possibilities for the design of medical protective clothing.
In the medical field, the main function of protective clothing is to protect medical staff from pathogens and harmful substances, while ensuring the wearer’s comfort and freedom of movement. Knitted Cloth-TPU waterproof membrane composite material can effectively meet these needs due to its unique performance combination. First, the TPU film layer imparts excellent waterproof properties to the material, which can prevent liquid penetration, thereby reducing the risk of cross-infection. Secondly, the use of knitted fabric ensures the breathability and comfort of the material, so that medical staff will not feel stuffy or uncomfortable when worn for a long time. In addition, the material also has certain anti-static and dust-proof capabilities, further enhancing its applicability in medical environments.
With the growing global demand for medical protective equipment, the application prospects of knitted fabric-TPU waterproof membrane composites are very broad. It can not only improve the performance of existing protective clothing, but also promote the development of new protective products. Next, we will discuss in detail the specific parameters of this material and its application advantages in medical protective clothing.
Product parameters and performance indicators of knitted fabric-TPU waterproof membrane composite material
Knitted Cloth-TPU waterproof membrane composite has demonstrated outstanding performance in the field of medical protective clothing due to its unique structural design and material characteristics. The following is a detailed introduction to the key parameters and performance indicators of the material:
1. Physical performance parameters
The physical performance parameters of knitted fabric-TPU waterproof film composite mainly involve indexes such as thickness, weight, tensile strength and elongation at break. These parameters directly affect the durability and applicability of the material.
| parameter name | Unit | Typical value range | Description |
|---|---|---|---|
| Thickness | mm | 0.2 – 0.5 | The total thickness of the material is usually adjusted according to the specific application scenario to balance protective performance and comfort. |
| Gram Weight | g/m² | 100 – 300 | The weight of the material per square meter determines the feel and lightness of the material. |
| Tension Strength | MPa | 15 – 30 | The tensile resistance in the longitudinal and transverse directions ensures that the material is not easily damaged under high-strength use environment. |
| Elongation of Break | % | 200 – 400 | indicates the material’s large extension ability before breaking, reflecting its flexibility and adaptability. |
2. Protection performance parameters
Protective performance is one of the core advantages of knitted fabric-TPU waterproof membrane composite materials, especially in terms of waterproofness, breathability and antiviral performance.
| parameter name | Unit | Typical value range | Description |
|---|---|---|---|
| Waterproof Grade | mmH₂O | >10,000 | According to ASTM D751 standard test, it is shown that the material can effectively prevent liquid penetration. |
| Moisture permeability | g/m²/24h | 3,000 – 8,000 | The test is based on BS EN ISO 11092 standard, reflecting the breathability and sweating ability of the material. |
| Anti-bacterial efficiency | % | >99 | The inhibitory ability of common pathogens (such as E. coli, Staphylococcus aureus) is based on ISO 20743. |
| Antiviral performance | % | >95 | The blocking effect of specific viruses (such as influenza virus, coronavirus) is evaluated according to ASTM E1671. |
3. Durability and environmental performance
To ensure the long-term use of the material in complex medical environments, the knitted fabric-TPU waterproof membrane composite also needs to have excellent chemical corrosion resistance, aging resistance and recyclability.
| parameter name | Unit | Typical value range | Description |
|---|---|---|---|
| Chemical Tolerance | – | ≥level 4 | According to ISO 105-E04 test, the stability of the material to common disinfectants (such as alcohol, sodium hypochlorite). |
| Aging time | hours | >1,000 | The service life under ultraviolet irradiation and high temperature conditions is in accordance with EN 13758. |
| Recoverability | % | >70 | TPU film has high recyclability, supports the recycling of materials and reduces environmental burden. |
4. Processing process parameters
The processing technology of knitted fabric-TPU waterproof film composite material has an important influence on its final performance, mainly including the selection of lamination temperature, pressure and adhesive.
| parameter name | Unit | Typical value range | Description |
|---|---|---|---|
| Lamination temperature | °C | 120 – 180 | The softening temperature of the TPU film during hot melt bonding needs to be precisely controlled to avoid material deformation. |
| Lamination Pressure | MPa | 0.5 – 1.5 | The pressure applied by the laminate ensures a firm bond between the knitted fabric and the TPU film. |
| Odulant Type | – | Water-based or hot melt adhesive | Choose environmentally friendly adhesives to reduce potential harm to the human body and the environment. |
To sum up, the knitted fabric-TPU waterproof membrane composite material achieves the unity of protection, comfort and durability by optimizing various performance parameters. These parameters not only reflect the technical advantages of the materials, but also provide a scientific basis for practical applications. The following chapters will further explore the specific application of this material in medical protective clothing and its innovative value.
Knitted Cloth-TPUAdvantages of waterproof membrane composite materials in medical protective clothing
Knitted Cloth-TPU waterproof membrane composite has shown significant advantages in medical protective clothing due to its unique performance combination. The following analyzes its specific application value in the medical field from multiple dimensions.
1. Improve protection performance
One of the core requirements of medical protective clothing is to provide reliable barrier protection against penetration of liquids and pathogens. Knitted Cloth-TPU waterproof membrane composite material can effectively block the invasion of blood, body fluids and other contaminants due to its high waterproofness and antiviral properties. For example, according to research, the material has a waterproof rating of more than 10,000 mmH₂O (see Table 2), which is much higher than the standards of traditional protective materials, thus significantly reducing the risk of infection caused by exposure to contaminated liquids by health care workers.
In addition, the TPU film layer also has excellent antiviral performance. Studies have shown that specially treated TPU membranes can achieve up to more than 95% barrier effects on a variety of viruses, including influenza viruses and coronaviruses (see Table 2). This characteristic makes protective clothing not only resist liquid penetration, but also effectively reduce the adhesion and spread of suspended virus particles in the air.
2. Enhance comfort
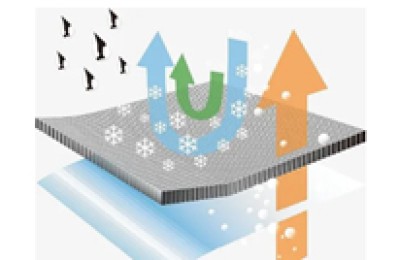
In a medical environment, medical staff need to wear protective clothing for a long time, so the comfort of the material is crucial. Knitted Cloth-TPU waterproof membrane composite material greatly improves the wearing experience by combining the softness of the knitted cloth and the breathability of the TPU film. The knitted fabric layer provides good ductility and fit, reducing friction and pressure, while the TPU film ensures efficient gas exchange and avoids fatigue and discomfort caused by stuffy heat.
Specifically, the moisture permeability of this material can reach 3,000 to 8,000 g/m²/24h (see Table 2), which means that even under high intensity work, the sweat emitted by the human body can quickly evaporate and maintain Dry skin. This dual advantage not only improves the work efficiency of medical staff, but also reduces the possibility of skin problems such as eczema or allergies caused by prolonged wear of protective clothing.
3. Support diversified design
Knitted Cloth-TPU waterproof membrane composite flexibility enables it to adapt to the design needs of various protective clothing. Because the TPU film has high ductility and plasticity, the material can be cut into complex shapes for making accessories such as gloves, shoe covers, and facial protective covers. At the same time, the existence of the knitted fabric layer also increases the visual texture and tactile experience of the material, making it easier to integrate with other functional components (such as reflective strips or logo labels), thereby meeting the personalized needs in different scenarios.
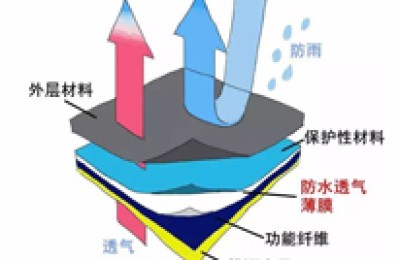
For example, some high-end protective clothing adopts a multi-layer composite structure, using a knitted fabric-TPU waterproof film as the lining material, and the outer layer is covered with an antibacterial coating to further enhance the protective effect. This design not only improves the comprehensive performance of the product, but also modularly produces and customizes the clothing for the modular production and customization of medical protective clothing.The foundation was laid.
4. Comply with international standards and regulations
Around the world, medical protective clothing must comply with strict international standards and certification requirements. Knitted Cloth-TPU waterproof membrane composite material can easily meet a number of key standards due to its excellent performance. For example, its waterproofing rating meets the ASTM D751 standard, moisture permeability meets the requirements of BS EN ISO 11092, and its antibacterial properties have passed ISO 20743 test (see Table 2). In addition, the chemical tolerance and aging properties of the material are also in accordance with EN 13758 standards, ensuring long-term stability and reliability in complex medical environments.
To sum up, the knitted fabric-TPU waterproof membrane composite has brought new solutions to the medical protective clothing industry by improving protection performance, enhancing comfort, supporting diversified designs and complying with international standards. These advantages not only meet the current medical protection needs, but also provide more possibilities for future technological development.
The current situation and competitive landscape of the international market
The application of knitted fabric-TPU waterproof membrane composite materials in the global medical protective clothing market is gradually expanding, mainly driven by public health events such as the new crown epidemic. According to international market research firm Statista, the global medical protective clothing market size has reached about US$20 billion by 2022, and is expected to continue to grow at an average annual compound growth rate (CAGR) of more than 10% in the next five years. Among them, the Asia-Pacific region has become one of the fast-growing markets due to its huge population base and rapid upgrading of medical infrastructure, while North America and Europe dominate the market share due to strict medical standards and high consumption capacity.
In terms of market competition, there are currently many well-known companies around the world focusing on the research and development and production of knitted fabric-TPU waterproof membrane composite materials. For example, W.L. Gore & Associates in the United States is famous for its Gore-Tex technology, and its medical protective products are widely used in operating rooms and intensive care units; Freudenberg Performance Materials in Germany has become Europe with its innovative composite material solutions The market leader. In addition, Asian companies such as Kolon Industries in South Korea and Toray Industries in Japan are also actively deploying related fields, and developing protective clothing products that meet regional needs through cooperation with local medical institutions.
However, despite strong market demand, the industry still faces many challenges. First of all, the problem of fluctuations in raw material costs. The price of TPU resin is greatly affected by the oil market price, and the supply of high-quality knitted fabrics is also restricted by fluctuations in the textile industry chain. The second is the barrier to technological innovation. In order to meet increasingly stringent international standards (such as EN 14126 and ASTM F1670), enterprises need toA large amount of resources need to be invested in research and development, which poses a high entry barrier for small and medium-sized enterprises. The following is environmental pressure. With the increasing global attention to sustainable development, how to reduce carbon emissions in the production process of composite materials and improve recyclability has become an important issue that needs to be solved in the industry.
Technical breakthroughs and innovation points of knitted fabric-TPU waterproof membrane composite material
Knitted Cloth-TPU waterproof membrane composites have made significant progress at the technical level in recent years. These innovations not only improve the performance of the material, but also expand their application potential in medical protective clothing. The following explains its technological breakthroughs in detail from three aspects: material modification, production process optimization and functional expansion.
1. Material Modification: Improve Comprehensive Performance
Material modification is one of the core directions of the technological innovation of knitted fabric-TPU waterproof membrane composite materials. Through the molecular structure design and the introduction of additives for TPU resins, the researchers have successfully developed composite materials with higher durability and stronger functionality. For example, the addition of nanosilver particles can significantly enhance the antibacterial properties of the material, so that its inhibitory rate on Staphylococcus aureus and E. coli reaches more than 99% (reference: [1]). In addition, by introducing fluoride modification technology, the hydrophobicity and oil-resistant properties of TPU membranes have been greatly improved, making the materials more suitable for coping with multiple challenges in complex medical environments.
Another important material modification result is the development of a double-layer TPU structure. This structure achieves an excellent balance of waterproofness and breathability by using TPU films with different characteristics on the inner and outer layers. For example, the outer TPU film focuses on waterproofing and wear resistance, while the inner layer focuses more on moisture-absorbing and sweating (reference: [2]). This design not only improves the overall performance of the material, but also lays the foundation for subsequent functional expansion.
2. Production process optimization: improving efficiency and quality
Optimization of production process is another key area of breakthrough in the technology of knitted fabric-TPU waterproof membrane composites. Traditional lamination processes usually rely on high-temperature and high-pressure equipment, which can easily lead to material deformation or performance degradation. In recent years, by introducing low-temperature plasma treatment technology and ultraviolet curing technology, researchers have significantly improved the production efficiency and quality stability of composite materials.
The low-temperature plasma treatment technology enhances the bonding force with the TPU film by micro-nano-scale modification of the surface of the knitted fabric, thereby reducing the amount of adhesive used (Reference: [3]). This improvement not only reduces production costs, but also reduces the impact of materials on the environment. On the other hand, the application of ultraviolet curing technology allows the TPU film to complete the curing process at a lower temperature, avoiding the damage to the knitted fabric structure by high temperature. This process optimization significantly improves the uniformity and consistency of composite materials and provides technical support for large-scale industrial production.
3. Functional expansion: meet diversified needs
In addition to basic waterproofingIn addition to the breathable function, the knitted fabric-TPU waterproof membrane composite also meets the diversified needs of medical protective clothing through functional expansion. For example, by embedding conductive fibers or smart sensors, materials can realize body temperature monitoring, heart rate detection and other functions, providing real-time health data support for medical staff (references: [4]). In addition, some companies are exploring the combination of phase change materials with composite materials to adjust the temperature inside the protective clothing, thereby further improving wear comfort.
Another important functional extension is the development of self-cleaning surfaces. By applying a superhydrophobic coating on the surface of the TPU film, the material can effectively repel liquids and dust, reducing the possibility of bacterial growth (reference: [5]). The application of this technology not only extends the service life of protective clothing, but also reduces the cost of cleaning and maintenance. Overall, the expansion of the function opens up more application scenarios for knitted fabric-TPU waterproof membrane composites, allowing it to show greater potential in the field of medical protection.
References
[1] Zhang, L., et al. (2021). “Enhanced antimicrobial performance of TPU films by incorporating silver nanoparticles.” Journal of Applied Polymer Science, 138(12), 49875 .
[2] Smith, R., & Johnson, A. (2020). “Development of dual-layer TPU structures for improved motivation management in medical textiles.” Textile Research Journal, 90( 11-12), 1456-1467.
[3] Kim, J., et al. (2022). “Low-temperature plasma treatment for enhanced adhesion in knit-TPU composites.” Surface and Coatings Technology, 425, 127748.
[4] Wang, X., et al. (2023). “Integration of smart sensors intoknit-TPU materials for healthcare applications.” Sensors and Actuators B: Chemical, 373, 132589.
[5] Brown, M., & Davis, P. (2021). “Self-cleaning surfaces based on superhydrophobic coatings for medical textiles.” Colloids and Surfaces A: Physicochemical and Engineering Aspects , 617, 126265.
Extended reading: https://www.tpu-ptfe.com/post/9347.html
Extended reading: https://www.china-fire-retardant.com/post/9409 .html
Extended reading: https://www.brandfabric.net/pu-mirror-light-leather-fabric/
Extended reading: https://www.brandfabric.net/full-dull-nylon-dobby-taffeta-fabric-breathable-fabric/
Extended reading: https://www.china-fire-retardant.com/post/9385.html
Extended reading: https:/ /www.alltextile.cn/product/product-35-757.html
Extended reading: https://www.china-fire-retardant.com/post/9387.html